
注塑模具的开模周期是指从模具设计到交付的整个开发过程所需的时间。周期的长短受很多因素的影响,如模具复杂程度、加工技术、材料选择和工厂资源等。
如果不了解注塑模具的制作过程,有些客户可能会认为注塑模具的制作周期只需几天。本文将告诉您为什么注塑模具不是几天就能完成的,而是需要几十天。
注塑成型周期的主要阶段
注塑模具的开模周期一般可分为四个阶段:模具设计、模具加工、模具装配、试模和调试。每个阶段又可分为几个小阶段。
让‘我们先来看看模具设计。
模具设计是模具开发的核心环节。由于注塑模具完全按照设计图纸进行生产,因此模具设计是否合理直接决定了模具的性能、质量和生产效率。具体来说,注塑模具的设计可分为以下四个步骤。
1.需求分析。根据客户提供的产品图纸和要求(如产品材料、产量、表面处理等),分析如何进行设计,并进行可制造性分析,如检查产品壁厚的均匀性、脱模斜度等,从而优化设计,确保模具可以制造并满足客户需求。
2.结构设计。注塑模具的结构包括分型面、浇注系统、冷却系统、顶出系统、侧向抽芯机构等。这些结构都需要在设计图纸中制作出来,不能有任何瑕疵。
3.模流分析:使用 moldflow 和 moldex3D 等软件模拟充填、冷却、收缩、翘曲等过程,分析模具设计的合理性,必要时优化模具设计。
4.设计审查。模具图纸设计完成后,需要发送给客户确认是否符合客户需求。审核通过后,我们才能进行下一步。
这一阶段通常需要 1-4 周时间。
有人会问,设计一个模具需要这么长时间吗?
事实上,根据模具结构的复杂程度和客户的需求,模具设计可以很快完成,也可以不完成。
如果模具结构简单,客户的需求非常明确,两三天甚至一两天就可以设计出来。但是,如果模具结构复杂,或者客户的需求不明确,设计图纸需要反复修改,那肯定需要更多的时间,甚至一个月也不足为奇。
然后是模具加工
模具加工是将模具设计图纸转化为实物的过程,可分为材料采购和粗加工、精加工、抛光和热处理等步骤。
1.材料采购和粗加工。根据模具寿命和产品要求选择钢材(如 P20、718H、S136、H13 等)。材料采购回来后,需要用锯床或线切割切割成所需尺寸的模芯、模板和其他坯料。然后使用铣床或数控机床对模芯和模腔进行初步轮廓加工,去除多余材料。这就是模具材料的粗加工。
2.精密加工。精密加工一般包括数控精加工、电火花加工(EDM)、钻孔和攻丝等。这是模具加工的核心步骤,模具的各种结构基本上都在这一步骤中完成。
3.抛光和表面处理:对型腔表面进行镜面抛光或纹理处理,并使用镀铬、氮化钛(TiN)和其他涂层来提高耐磨性或脱模性能。
4.热处理。对模具进行淬火和回火处理,以提高硬度和耐磨性,并通过真空热处理避免氧化变形。但这一步骤并非必要。一般来说,高硬度钢(如 H13、S136、NAK80)需要淬火+回火,透明模具(如 S136 镜面抛光)需要真空热处理。
模具加工周期一般为 2-8 周,是模具开发过程中最耗时的部分。时间长短与模具的复杂程度、工艺要求和制造商的生产效率等因素有关。
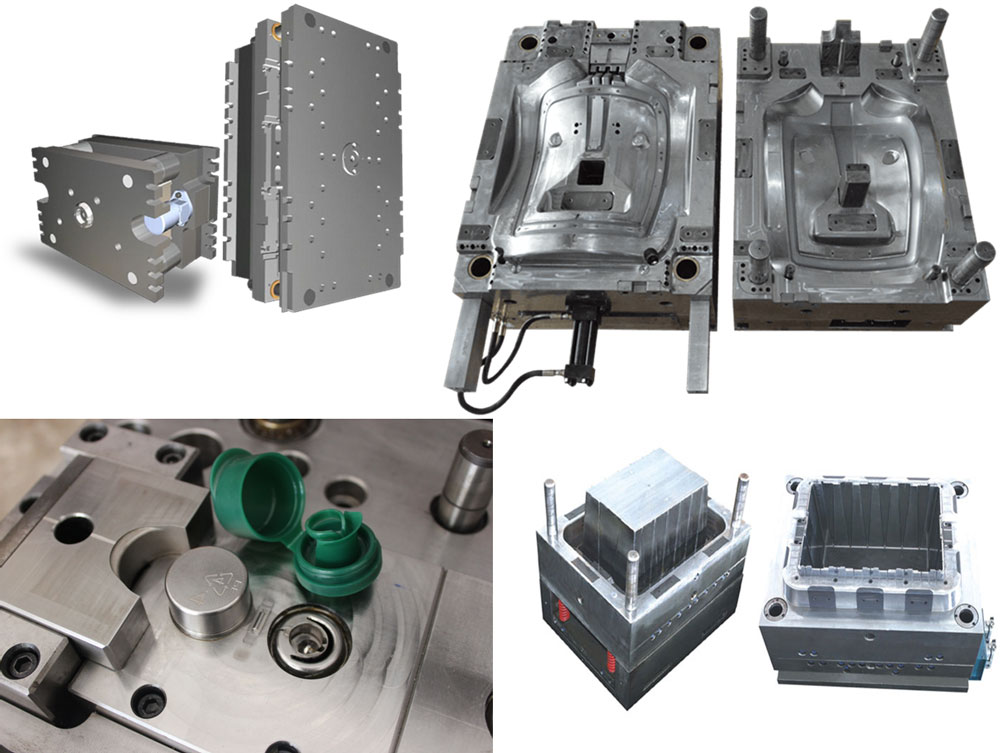
让我们来看看模具组装
注塑模具由多个部件组成,这些部件一般分开加工。这些部件制作完成后,需要进行组装,如安装模架、顶出系统、冷却水回路等。

装配完成后,还需配合检查,确保滑块、斜顶等运动部件顺畅,检测冷却和排气情况,验证水道的密封性和排气效果,确保模具各部分都能正常运转。
这一阶段通常需要 1-3 周,但也可能更长或更短。
最后一步是试模和调整阶段
俗话说,是骡子是马,拉出来遛一遛才知道,注塑模具也是如此。制造出来的模具好不好,只有通过在注塑机上试验才能知道。因此,试模也是必不可少的,试模至少要进行两次。如果在试模过程中发现问题,就需要对模具进行维修。
这一阶段一般需要 1-4 周,时间长短主要取决于试模过程中是否发现问题以及试模次数。
最后,通过客户验收后,进入交货阶段,整个开模周期基本结束。
整个过程至少需要 3-4 周,如果模具更复杂,则需要更长的时间。因此,要想在几天内制作出注塑模具并交付使用,确实是不可能的。不是我们不想做,而是没人能做到。